





Eis Quelle sinn erstallt fir exakt Spezifikatioune z'erreechen, garantéiert super Leeschtung an Zouverlässegkeet.

Vun Edelstol bis spezialiséiert Legierungen, mir schaffen mat verschiddene Materialien fir Är Ufuerderungen ze treffen.
Ob Dir braucht Kompressioun Quellen, torsion Quellen, Extensioun Quellen, oder Drot Formen, mir liwweren Mooss Léisungen.

Direkt Fabréckspräisser garantéiert datt Dir de beschte Wäert fir Top-Tierqualitéit kritt.

Streamlined Prozesser erlaben eis Är Bestellungen op Zäit ze liwweren, all Kéier.

Mir handhaben effizient international Logistik fir iwwerall op der Welt ze liwweren.



Quellen sinn déi onbesonnte Helden a ville Branchen, d'Flexibilitéit ubidden, Kraaft, a Präzisioun néideg fir eng Onmass Uwendungen. Egal ob Dir héich performant Maschinnen oder alldeeglech Tools designt, d'Recht Material auswielen garantéiert Zouverlässegkeet, Haltbarkeet, a Käschte-Effizienz. Loosst eis d'Essenzë zerbriechen fir Iech ze hëllefen eng informéiert Entscheedung ze treffen!
Fréijoersstahle sinn onheemlech populär wéinst hirer Kombinatioun vun Elastizitéit, tensile Kraaft, a Middegkeet Resistenz. Si sinn ideal fir Uwendungen wou Quellen ënner konstante Stress oder Belaaschtung sinn.
Wann Är Applikatioun d'Feuchtigkeit aussetzt, Chemikalien, oder extrem Wieder, Edelstol ass Äert Go-to-Material. Dës Legierungen si resistent géint Rost a garantéieren eng laang dauerhaft Leeschtung.
Heiansdo, Är Demande verlaangt eppes extra. Dat ass wou Spezialmaterialien wéi Superlegierungen an héichstäerkt Kompositen erakommen.
Fall 1: Marine Equipment Fabrikant
E Client designt Quelle fir déif Mier Uwendungen gewielt 316L Edelstol fir seng super Resistenz géint Salzwaasserkorrosioun. Dës Decisioun verduebelt de Service Liewen vun hire Produiten a reduzéiert Ënnerhalt Käschten vun 30%.
Fall 2: Heavy Maschinnen Builder
En Hiersteller vun industrielle Pressen gewiesselt op SWP Legierung Stahl fir hir Spannung Quellen. D'Resultat? D'Fréijoer stoungen 20% méi héich Laascht an gedauert 50% méi laang ënner kontinuéierlecher Operatioun.
Fall 3: Liewensmëttel Veraarbechtung Startup
Fir Quellen a Liewensmëttel Slicers, 304 STAINLESS Stol war déi perfekt Wiel wéinst senger Bezuelbarkeet a Konformitéit mat Liewensmëttelsécherheetsnormen. De Startup gespäichert 15% op Käschten iwwerdeems hygienesch Leeschtung assuréieren.
| Serien Nr. | Stol Grad | C (%) | An (%) | Mn (%) | Cr (%) | Mo (%) | V (%) | B (%) | An (%) | Cu (%) | P (%) | S (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 65 | 0.62-0,70 | 0.17-0.37 | 0.50-0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 2 | 70 | 0.62-0,75 | 0.17-0.37 | 0.50-0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 3 | 85 | 0.72-0,85 | 0.17-0.37 | 0.50-0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 4 | 65Mn | 0.62-0,70 | 0.17-0.37 | 0.90-1.20 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 5 | 55Si2Mn | 0.52-0,60 | 1.50– 2.00h | 0.60-0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 6 | 55Si2MnB | 0.52-0,60 | 1.50– 2.00h | 0.60-0,90 | ≤ 0.35 | - | - | 0.0005-0,004 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 7 | 55Si2Mn ETC | 0.52-0,60 | 0.70– 1.00h | 1.00-1.30 Uhr | ≤ 0.35 | - | 0.08-0.16 | 0.0005-0.0035 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 8 | 60Si2Mn | 0.56-0,64 | 1.50– 2.00h | 0.60-0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 9 | 60Si2MnA | 0.56-0,64 | 1.60– 2.00h | 0.60-0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.030 |
| 10 | 60Si2CrA | 0.56-0,64 | 1.40-1,80 | 0.40-0,70 | 0.70– 1.00h | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.030 |
| 11 | 55Wuerm | 0.56-0,64 | 1.40-1,80 | 0.40-0,70 | 0.90-1.20 | - | 0.10-0.20 | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 12 | 60CrMnA | 0.56-0,64 | 0.17-0.37 | 0.70– 1.00h | 0.70– 1.00h | - | - | - | 0.25 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 13 | 50Wuerm | 0.46-0,54 | 0.17-0.37 | 0.50-0,80 | 0.80-1.10 | - | 0.10-0.20 | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 14 | 30CrV2A | 0.26-0,34 | 0.17-0.37 | ≤ 0.40 | 2.00-2.50 | - | 0.50-0,80 | 4.4-5,0 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
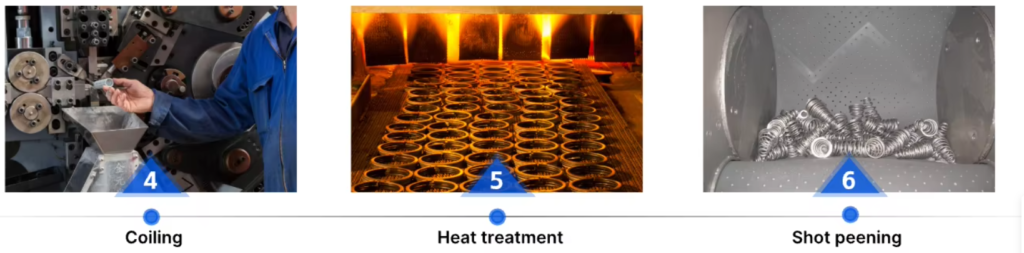
Fréijoer Wärmebehandlung ass wesentlech fir mechanesch Eegeschaften ze optimiséieren, d'Haltbarkeet assuréieren, a verstäerkt Middegkeet Resistenz. Verschidde Verstäerkungstechniken, wéi z.B, temperéieren, an Uewerfläch Behandlungen, ginn ugewannt baséiert op Materialtyp an Uwendungsufuerderunge.
De Wärmebehandlungsprozess fir Quellen kann an dräi Aarte kategoriséiert ginn:
De Quenching Prozess garantéiert eenheetlech martensitesch Transformatioun, gefollegt vun Tempering fir Stress ze entlaaschten an Zähegkeet ze verbesseren. Techniken wéi isothermesch Tempering verbesseren d'Plastizitéit an d'Zähegkeet weider, garantéiert datt de Fréijoer d'dimensional Genauegkeet a mechanesch Stabilitéit behält.
| Prozess Typ | Beschreiwung | Material benotzt | Schlëssel Effekter |
|---|---|---|---|
| Quenching & Tempering | Heizung iwwer Ac3, Holding, dann séier Ofkillung an tempering. | Héich-Kuelestoff Stol, Legierung Stol | Erhéicht Kraaft, hardness, an Elastizitéit. |
| Kale Aarbecht Stäerkung | Benotzt mechanesch Deformatioun anstatt Hëtztbehandlung. | STAINLESS Stol Drot, kal gewalzt Stahlbänner | Verbessert d'Aarbechtshärteeigenschaften. |
| Alter Behandlung | Zousätzlech Hëtztstabiliséierung no der initialer Veraarbechtung. | Verschidde Legierungsmaterialien | Verbessert Stabilitéit a Kraaft. |
| Isothermesch Quenching | Erhalen Temperatur iwwer Ms, killt a geschmollte Salz. | Héich-Kuelestoff Stol, Legierung Quellen | Verbessert Zähegkeet a Plastizitéit. |
| Kontrolléiert Tempering | Graduell Ofkillung fir Verformung ze vermeiden. | Präzisioun Fréijoer, mechanesch Komponente | Reduzéiert intern Stress a garantéiert Genauegkeet. |
Dës strukturéiert Approche garantéiert datt all Wärmebehandlungsmethod mat spezifesche Materialeigenschaften an Uwendungsufuerderunge fir optimiséiert Leeschtung ausgeriicht ass.
D'Wärmebehandlung vu Quellen:
| Method | Prozess Beschreiwung | Schlëssel Virdeeler | Gemeinsam Uwendungen |
|---|---|---|---|
| Konventionell Hëtzt Behandlung | Heizung an Ofkillung Stahl fir mechanesch Eegeschaften unzepassen | Erhéicht Kraaft, Elastizitéit, an Haltbarkeet | Mëttel bis héich Kuelestoff Stahl Quellen |
| Surface Hardening Behandlung | Carburizing, nitriden, oder Induktiounshärtung vun der baussenzeger Schicht | Verbessert Verschleißbeständegkeet wärend d'Kärzähegkeet hält | Automotive an industriell Quellen |
| Alterung & Tempering | Wärmebehandlung fir intern Stress ze entlaaschten an d'Mikrostruktur ze raffinéieren | Verbessert Stabilitéit a mechanesch Konsistenz | Präzisioun an héich-Laascht Quellen |
| Stol Grad | Austenitiséierend Temperatur (°C) | Isothermesch Quenching Temperatur (°C) | Ofkillungszäit (min) | Hardness (HRC) |
|---|---|---|---|---|
| 65 | 820 ± 10 | 320 - 340 | 15 - 20 | 46 - 48 |
| 60Si2MnA | 870 ± 10 | 260 | 20 - 25 | 50 - 52 |
| 50Wuerm | 850 ± 10 | 300 | 20 - 25 | 55 - 57 |
| Stol Typ | Hëtzt Behandlung Prozess | Hardness (HRC) | Tensile Stäerkt (MPa) | Yield Kraaft (MPa) | Verlängerung (%) | Impakt Zähegkeet (J/cm²) |
|---|---|---|---|---|---|---|
| 50Wuerm | Konventionell Quenching + Tempering | 48 | 1750 | 1500 | 10 | 44 |
| 60Si2MnA | Isothermesch Quenching + Tempering | 47 | 1900 | 1750 | 11 | 46 |
| 65Si2MnWA | Isothermesch Quenching + Tempering | 50 | 2100 | 1980 | 9 | 43 |
Dëst Dësch Format gëtt eng kloer an organiséiert Verglach vun verschidden Hëtzt Behandlung Techniken fir Quellen.

Xiamen Linspring konnt meng personaliséiert Uerdnung no Spezifikatioune fabrizéieren a war hëllefräich a kommunizéiert laanscht de Wee. D'Qualitéit vum geliwwerte Produkt war gutt.

Dëst war meng zweet Bestellung mat Linspring. De Verkeefer ass super fir mat ze kommunizéieren an de Fréijoer war perfekt,grad wéi déi éischt Bestellung. Merci fir Är Ufro,héiflech.

Ganz frou mat eise personaliséierte Quellen. Op Zäit a Versand war séier



Quellen si wesentlech Komponenten an enger Onmass Industrien, vun Automobile a Raumfaarttechnik bis medizinesch Geräter an Haushaltsapparater. Benotzerdefinéiert Quellen, besonnesch, Offer Mooss Léisungen spezifesch Ufuerderunge fir Leeschtung ze treffen, Gréisst, Material, an Applikatioun. Den Design vun engem personaliséierte Fréijoer erfuerdert virsiichteg Berücksichtegung vu ville Faktoren, vu Funktionalitéit bis Ëmweltbedéngungen.
Kompressioun Springs
Spannungs Springs
Torsion Springs
Flat Springs
Spezialitéit Springs
D'Wiel vum richtege Material ass kritesch fir d'Performance an d'Haltbarkeet vun engem personaliséierte Fréijoer. E puer gemeinsam Materialien enthalen:
Carbon Steel
Edelstol
Legierung Stol
Phosphor Bronze a Beryllium Kupfer
Titan
Inconel an aner Superlegierungen
Wann Dir e personaliséierte Fréijoer designt, et gi verschidde Faktoren ze berücksichtegen:
Fréijoer Typ: Wielt déi entspriechend Fréijoerstyp (Kompressioun, Spannung, etc.) baséiert op der Applikatioun.
Lueden Ufuerderunge:
Fréijoer Dimensiounen:
Material Auswiel: Wielt e Material dat d'Ëmwelt vun der Applikatioun entsprécht, Kraaft, an Haltbarkeet Ufuerderunge.
Stress a Middegkeet:
Betribssystemer Ëmfeld:
Enn Typ:
Fabrikatioun Aschränkungen:
Definéiert Är Ufuerderunge:
Wielt e Material:
Schafft mat LINSPRING:
Prototyp Entwécklung:
Finale Produktioun:
Gitt kloer Spezifikatioune:
Ufro Echantillon:
Konformitéit diskutéieren:
Profitéiert Expertise:
Plan fir Skalierbarkeet:
Benotzerdefinéiert Quellen sinn e Spillwechsel fir Uwendungen déi Präzisioun verlaangen, Leeschtung, an Zouverlässegkeet. Andeems Dir suergfälteg berücksichtegt Faktore wéi Material, Design, an Betribssystemer Ëmfeld, Dir kënnt e Fréijoer kreéieren dee perfekt Äre Besoinen passt. Zesummenaarbecht mat engem zouverléissege Fabrikant LIKE LINSPRING suergt fir en nahtlosen Prozess vum Design bis zur Produktioun, hëlleft Iech optimal Resultater z'erreechen.


Nach ëmmer net sécher wat Material Äre Besoinen passt? Loosst eis Är spezifesch Applikatioun diskutéieren. Ob et Automotive, Loftfaart, oder Präzisioun Engineering, mir kënnen Iech hëllefen dat perfekt Material ze wielen dat op Är Ufuerderungen ugepasst ass.
Wëllt Dir eng ugepasste Empfehlung oder e méi déif Tauchen an ee vun de Materialien? Loosst eis Äre Projet e Succès maachen!
Bei Xiamen Lin Spring Manufacturing, mir spezialiséiert op d'Produktioun vun héich-Qualitéit Benotzerdefinéiert Quelle fir verschidden Industrien.
E-Mail: sales@linspring.net
Telefon:+86-13599531763
Adress: Eenheet 502, Buedem 5, Gebai B, # 1 Workshop, Auto Industrie City Parts Ënnerstëtzung Center (Phase iv), Guankou Stad, Jimei Distrikt, Xiamen,Fujian,China
Mir wäerten Iech bannent Kontakt 1 schaffen Dag.