





Нашите извори се направени за да ги исполнат точните спецификации, Обезбедување супериорни перформанси и сигурност.

Од не'рѓосувачки челик до специјализирани легури, Ние работиме со најразлични материјали за да ги исполниме вашите барања.
Без разлика дали ви требаат извори на компресија, извори на торзија, Продолжени извори, или жици форми, Ние испорачуваме сопствени решенија.

Директната фабричка цена ви овозможува да ја добиете најдобрата вредност за врвниот квалитет.

Рационализираните процеси ни овозможуваат да ги испорачуваме вашите нарачки навреме, Секој пат.

Ние ефикасно се справуваме со меѓународната логистика за да испорачаме насекаде во светот.



Изворите се несакани херои во многу индустрии, обезбедување на флексибилност, јачина, и прецизност потребна за безброј апликации. Без разлика дали дизајнирате машини со високи перформанси или секојдневни алатки, Избирањето на вистинскиот материјал обезбедува сигурност, издржливост, и економичност. Ајде да ги разложиме најважните работи за да ви помогнеме да донесете информирана одлука!
Пролетните челици се неверојатно популарни поради нивната комбинација на еластичност, сила на затегнување, и отпор на замор. Тие се идеални за апликации каде изворите се под постојан стрес или оптоварување.
Ако вашата апликација вклучува изложеност на влага, хемикалии, или екстремно време, Не'рѓосувачки челик е вашиот материјал за одење. Овие легури се отпорни на 'рѓа и обезбедуваат долготрајни перформанси.
Понекогаш, Вашата апликација повикува на нешто дополнително. Ова е местото каде што влегуваат специјализирани материјали како Суперлалои и композити со голема јачина.
Случај 1: Производител на морска опрема
Клиент што дизајнира избира за избран апликации за длабоко море 316L Не'рѓосувачки челик За својата супериорен отпор на корозија на солена вода. Оваа одлука го удвои услужниот век на нивните производи и ги намали трошоците за одржување со 30%.
Случај 2: Градител на тешки машини
Производител на индустриски преси се префрли на SWP легура челик За нивните извори на напнатост. Резултатот? Извори издржани 20% повисоки товари и траеше 50% подолго под континуирана работа.
Случај 3: Стартување за обработка на храна
За извори во чистачи на храна, 304 не'рѓосувачки челик беше совршен избор заради неговата достапност и усогласеност со стандардите за безбедност на храна. Стартапот зачуван 15% На трошоците додека се обезбедуваат хигиенски перформанси.
| Сериски бр. | Челик одделение | В (%) | И (%) | Мн (%) | Cr (%) | Мо (%) | В (%) | Б (%) | Во (%) | Ку (%) | Стр (%) | С (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 65 | 0.62–0,70 | 0.17–0,37 | 0.50–0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 2 | 70 | 0.62–0,75 | 0.17–0,37 | 0.50–0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 3 | 85 | 0.72–0,85 | 0.17–0,37 | 0.50–0,80 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 4 | 65Мн | 0.62–0,70 | 0.17–0,37 | 0.90–1.20 | ≤ 0.25 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 5 | 55Si2mn | 0.52–0,60 | 1.50–2.00 | 0.60–0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 6 | 55To2mnb | 0.52–0,60 | 1.50–2.00 | 0.60–0,90 | ≤ 0.35 | - | - | 0.0005–0.004 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 7 | 55Si2mn итн. | 0.52–0,60 | 0.70–1,00 | 1.00–1.30 | ≤ 0.35 | - | 0.08–0.16 | 0.0005–0.0035 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 8 | 60Si2mn | 0.56–0.64 | 1.50–2.00 | 0.60–0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 9 | 60Si2mna | 0.56–0.64 | 1.60–2.00 | 0.60–0,90 | ≤ 0.35 | - | - | - | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.030 |
| 10 | 60Si2cra | 0.56–0.64 | 1.40–1,80 | 0.40–0,70 | 0.70–1,00 | - | - | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.030 |
| 11 | 55Црв | 0.56–0.64 | 1.40–1,80 | 0.40–0,70 | 0.90–1.20 | - | 0.10–0.20 | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 12 | 60CrMNA | 0.56–0.64 | 0.17–0,37 | 0.70–1,00 | 0.70–1,00 | - | - | - | 0.25 | 0.35 | ≤ 0.035 | ≤ 0.035 |
| 13 | 50Црв | 0.46–0.54 | 0.17–0,37 | 0.50–0,80 | 0.80–1.10 | - | 0.10–0.20 | - | 0.25 | 0.25 | ≤ 0.035 | ≤ 0.035 |
| 14 | 30CVV2a | 0.26–0,34 | 0.17–0,37 | ≤ 0.40 | 2.00–2,50 | - | 0.50–0,80 | 4.4–5.0 | 0.35 | 0.35 | ≤ 0.035 | ≤ 0.035 |
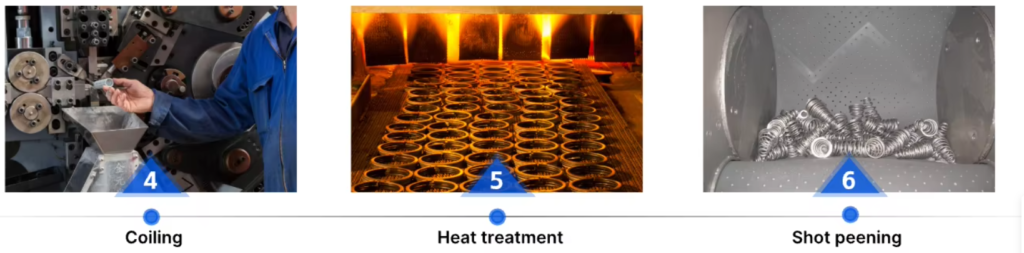
Третманот со топлина е од суштинско значење за оптимизирање на механичките својства, Обезбедување на издржливост, и зајакнување на отпорот на замор. Различни техники на зајакнување, како што е калење, умерено, и површински третмани, се применуваат врз основа на видот на материјалот и барањата за апликација.
Процесот на третман на топлина за извори може да се категоризира во три вида:
Процесот на калење обезбедува униформа мартинзитивна трансформација, проследено со умерено за да се ослободи стресот и да се подобри цврстината. Техниките како што се изотермалното калење дополнително ја подобруваат пластичноста и цврстината, Обезбедувањето на пролетта одржува димензионална точност и механичка стабилност.
| Тип на процес | Опис | Користени материјали | Клучни ефекти |
|---|---|---|---|
| Калење & Умерено | Греење над AC3, држење, Потоа брзо ладење и умерено. | Високо-јаглероден челик, легура челик | Ја зголемува силата, цврстина, и еластичност. |
| Зајакнување на ладна работа | Користи механичка деформација наместо термичка обработка. | Жица од не'рѓосувачки челик, Челични ленти со ладно валани | Ги подобрува својствата за зацврстување на работата. |
| Третман на стареење | Дополнителна стабилизација на топлината по почетната обработка. | Одредени легури материјали | Ја подобрува стабилноста и силата. |
| Изотермално калење | Одржува температура над МС, се лади во стопена сол. | Високо-јаглероден челик, Алуминиумски извори | Ја подобрува цврстината и пластичноста. |
| Контролирано калење | Постепено ладење за да се спречи деформацијата. | Прецизни извори, Механички компоненти | Го намалува внатрешниот стрес и обезбедува точност. |
Овој структуриран пристап гарантира дека секој метод на третман на топлина е усогласен со специфични материјални својства и барања за примена за оптимизирани перформанси.
Топлински третман на извори:
| Метод | Опис на процесот | Клучни придобивки | Вообичаени апликации |
|---|---|---|---|
| Конвенционален третман на топлина | Загревање и ладење челик за прилагодување на механичките својства | Ја зголемува силата, еластичност, и издржливост | Средни до високо-јаглеродни челични извори |
| Третман на зацврстување на површината | Карбуризирање, Нитридинг, или индукција на зацврстување на надворешниот слој | Ја подобрува отпорноста на абење додека ја одржува основната цврстина | Автомобилски и индустриски извори |
| Стареење & Умерено | Третман на топлина за олеснување на внатрешните стресови и рафинирање на микроструктурата | Ја подобрува стабилноста и механичката конзистентност | Прецизност и извори со висок товар |
| Челик одделение | Аустенитизирање на температурата (° C.) | Изотермална температура на калење (° C.) | Време на ладење (мин) | Цврстина (HRC) |
|---|---|---|---|---|
| 65 | 820 ± 10 | 320 - 340 | 15 - 20 | 46 - 48 |
| 60Si2mna | 870 ± 10 | 260 | 20 - 25 | 50 - 52 |
| 50Црв | 850 ± 10 | 300 | 20 - 25 | 55 - 57 |
| Тип на челик | Процес на третман на топлина | Цврстина (HRC) | Сила на затегнување (МПА) | Јачина на принос (МПА) | Издолжување (%) | Цврстина на влијанието (J/cm²) |
|---|---|---|---|---|---|---|
| 50Црв | Конвенционално калење + Умерено | 48 | 1750 | 1500 | 10 | 44 |
| 60Si2mna | Изотермално калење + Умерено | 47 | 1900 | 1750 | 11 | 46 |
| 65S2Mnwa | Изотермално калење + Умерено | 50 | 2100 | 1980 | 9 | 43 |
Овој формат на табела обезбедува јасна и организирана споредба на различни техники за третман на топлина за извори.

Xiamen Linspring беше во можност да ја произведе мојата сопствена нарачка според спецификациите и беше корисна и комуникација на патот. Квалитетот на испорачаниот производ беше добар.

Ова беше мојата втора нарачка со Линссперинг. Продавачот е одличен за комуникација и пролетта беше совршена,исто како и првиот ред. Ви благодариме за вашата брза,eousубезен.

Многу среќен со нашите сопствени извори. На време и испорака беше брза



Изворите се основни компоненти во безброј индустрии, Од автомобилска и воздушна вселена до медицински помагала и уреди за домаќинства. Прилагодени извори, особено, Понудете прилагодени решенија за исполнување на специфични барања за перформанси, големина, материјал, и апликација. Дизајнирање на сопствена пролет бара внимателно разгледување на бројни фактори, од функционалност до услови на животната средина.
Извори на компресија
Извори на напнатост
Извори на торзија
Рамни извори
Специјализирани извори
Изборот на вистинскиот материјал е клучен за перформансите и издржливоста на сопствената пролет. Некои вообичаени материјали вклучуваат:
Јаглероден челик
Не'рѓосувачки челик
Легура челик
Фосфор бронза и берилиум бакар
Титаниум
Инконел и други супериалии
Кога дизајнирате сопствена пролет, Постојат неколку фактори што треба да се земат предвид:
Тип на пролет: Изберете го соодветниот тип на пролет (компресија, затегнување, итн.) Врз основа на апликацијата.
Барања за оптоварување:
Пролетни димензии:
Избор на материјал: Изберете материјал што ја исполнува животната средина на апликацијата, јачина, и барања за издржливост.
Стрес и замор:
Оперативно опкружување:
Тип на крај:
Производство ограничувања:
Дефинирајте ги вашите барања:
Изберете материјал:
Работа со линспренг:
Развој на прототип:
Конечно производство:
Обезбедете јасни спецификации:
Побарајте примероци:
Разговарајте за усогласеноста:
Експертиза за потпора:
План за приспособливост:
Прилагодените извори се менувач на игри за апликации кои бараат прецизност, перформанси, и сигурност. Со внимателно разгледување на фактори како материјал, дизајн, и оперативно опкружување, Можете да создадете пролет што совршено одговара на вашите потреби. Партнерството со доверлив производител како Линспринг обезбедува лесен процес од дизајн до производство, помагајќи да постигнете оптимални резултати.


Сè уште несигурен кој материјал одговара на вашите потреби? Ајде да разговараме за вашата специфична апликација. Без разлика дали е автомобилски, Воздухопловна, или прецизно инженерство, Можеме да ви помогнеме да изберете совршен материјал прилагоден на вашите барања.
Дали сакате прилагодена препорака или подлабоко нуркање во еден од материјалите? Ајде да го направиме вашиот проект успех!
Во производството на Xiamen Lin Spring, Ние сме специјализирани за производство на висококвалитетни сопствени извори за разни индустрии.
Е-пошта: sales@linspring.net
Телефон:+86-13599531763
Адреса: Единица 502, подот 5, Зградата Б, # 1 работилница, Центар за поддршка на градските делови на автомобилската индустрија (фаза IV), Градот Гуанку, округ Џимеи, Ксијамен,Фуџијан,Кина
Ќе ве контактираме внатре 1 работен ден.